|
木工带锯机锯条或锯路跑偏主要原因:
一是在锯条锯齿形状正确的前提下由锯条锯路不正确造成的;
二是在锯条锯路正确的前提下由锯条锯齿形状不正确造成的;
三是以锯条中线为中心,两边受到阻力或反作用力不等时,锯条具有一偏移性(指变形。即使锯条拉的再紧,也会有这种现象)造成的。
四是上述三个原因共同造成的。
锯条锯路、锯齿形状正确或不正确,与我们掰(开)锯路、锉锯齿的正确与否有着直接的关系,下面就掰(开)锯路、锉锯齿不正确这两个问题展开分析,以正确理解锯木料时锯条或锯路跑偏的主要原因。
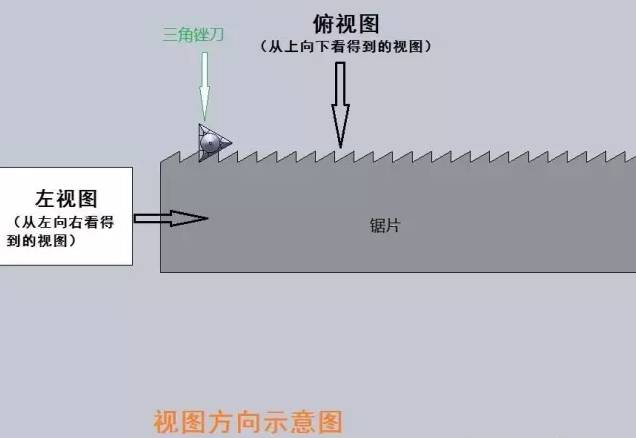
有的木友可能会说:“明明我的锯路掰(开)的正确(向左、向右的尺寸一致或基本一致),使用时还会产生锯路跑偏的的现象”。实践中确有这种现象,本人认为,产生这一现象的主要原因是锉锯时锉刀加工面与锯条角度不正确进而使锯齿齿形(尤其是齿尖)形状不正确造成的(不排除其它次要原因)。锉刀加工面与锯条角度不正确的表现形式我用不同视图的图片方式说明。所以,首先将视图关系予以说明,具体详见“视图方向意图”:
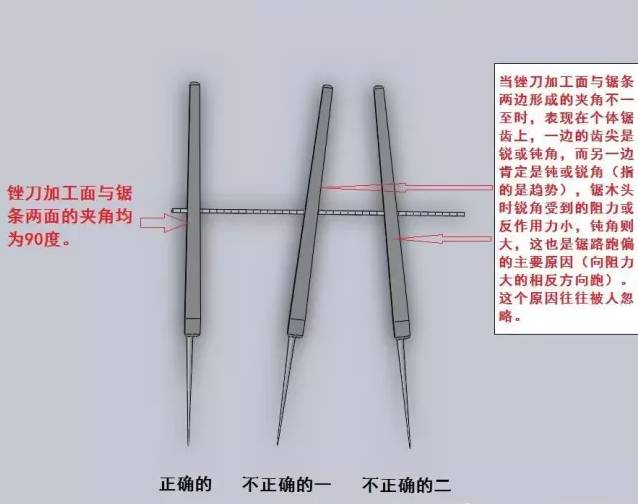
1)从俯视图(从上向下看)中看,锉刀加工角度正确、不正确会对锯齿的形状产生不同的影响,具体详见“俯视图中锉刀加工角度正确、不正确示意图”:
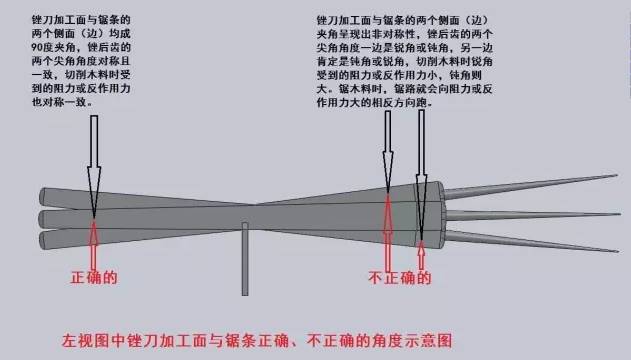
2)从左视图(从左向右看)中看,锉刀加工角度正确、不正确也会对锯齿的形状产生不同的影响,具体详见“左视图中锉刀加工角度正确、不正确示意图”:
| 